





ZHONGYUE MOLD ist ein erfahrener chinesischer Spritzgusshersteller, der Automobil-Heckkotflügelverbreiterungsformen/Hinterradlaufverbreiterungsformen (Heckkotflügel-Augenbrauenformen) an globale Tier-1-Autoteilezulieferer, OEMs und den Offroad-Ersatzteilmarkt liefert. Die hinteren Kotflügelverbreiterungen werden typischerweise aus schwarzem TPO oder PP+EPDM-T20 mit starker, matter Körnung (VDI 30–42) oder aus ABS/PC+ABS geformt, das für die Lackierung in Wagenfarbe grundiert werden kann. Im Gegensatz zu den vorderen Verbreiterungen haben die hinteren Verbreiterungen in der Regel keine Aussparungen für die seitlichen Blinker, erfordern jedoch möglicherweise einen Freiraum in der Tankeinfüllstutzenaussparung (bestimmte Limousinen-/Coupé-Modelle) und müssen einen genauen Abstand bzw. eine bündige Bündigkeit mit der hinteren Stoßstange, der hinteren Tür/dem Seitenteil und der hinteren inneren Radkastenauskleidung einhalten. Unsere Formen verfügen über Tiefzieh-Auswurfsysteme, versteckte Unterwassertore auf der Rückseite, ausgewogene Kühlung für gebogene Platten und eine robuste Clip-Naben-Formation.
Von schmalen OE-Heckverbreiterungen, breiten Heckkotflügelverbreiterungen (SUV/Pickup-Offroad-Kits) bis hin zu Heckkotflügel-Augenbrauen/Bogenverkleidungen bieten wir eine vollständige DFM-Überprüfung und Moldflow-Simulation vor dem Stahlschneiden.
|
Artikel |
Spezifikation / Optionen |
|
|
Formname |
Spritzgussform für die hintere Kotflügelverbreiterung / Hinterradlaufverbreiterung (Kotflügelaugenbraue) für die Automobilindustrie |
|
|
Hohlraum- und Kernstahl |
Vorgehärtet 718H (HRC 33–38), 2738HH; P20 für Prototyp; H13 nitriert für stark beanspruchte Schlitten; S136 optional für Chrom-/Logozone |
|
|
Formbasis |
LKM / DME / HASCO / Selbstentworfen (geeignet für 650T–1800T-Presse) |
|
|
Hohlräume |
Einzelkavität (1×1); 1+1 Spiegelhohlraum (L+R gleichzeitig) verfügbar |
|
|
Läufersystem |
Kaltkanal (Unter-/Kantenanguss) oder Heißkanal – 2–6 Tropfen (YUDO / SYNVENTIVE / Mold-Master optional) |
|
|
Tortyp |
U-Boot-Tor am Innenflansch/Rückseite; Lüftertor; ggf. Hot-Drop-Direct-Gating |
|
|
Auswurf |
Auswerferstifte + Auswerferblock / Abstreifplatte / Frühauswurf; Roboter-Entnahmeschnittstelle |
|
|
Kühlung |
Leitbleche Ø8–12 mm, Bubbler, BeCu-Einsätze in der Nähe von Radien und Clipvorsprüngen, mehrkreisig |
|
|
Rutschen / Heber |
Abgewinkelte Stiftschlitten oder Mini-Hydraulikzylinder für Clip-Aussparung und (falls zutreffend) Entlastung des Kraftstoffstutzenspiels; Heber für Klippsitzunterschnitt |
|
|
Oberflächenbeschaffenheit |
Hohlraum VDI 27–42 Mattkorn / MT-Struktur; Kernsatin; SPI A1/A2 Politur für lackierbare Version; Logo-Gravureinsatz |
|
|
Schimmelleben |
≥500.000 Aufnahmen (718H); ≥300.000 Aufnahmen (P20); ≥800.000+ Schüsse (H13/S136 nitriert) |
|
|
Empfohlenes Formmaterial |
TPO (Schrumpfung ~1,2–1,8 %), PP+EPDM-T20 (Schrumpfung ~1,0–1,5 %), ABS/PC+ABS für lackierbare Materialien |
|
|
Design-Software |
UG NX, CATIA, Pro/E, SolidWorks, Moldflow |
|
|
Toleranzkontrolle |
±0,05 mm allgemein; ±0,1 mm auf Montagelochabstand/Clipsitz; ±0,3 mm an der Kontur des hinteren Stoßfängers und der Seitenverkleidung |
|
|
Vorlaufzeit |
40–60 Tage nach der Genehmigung des 3D-Formentwurfs |
|
|
Formmaterial |
Härte |
Schimmelleben |
|
P20 |
HRC 28-33 |
>300.000 Schüsse |
|
718 |
HRC 33-36 |
>500.000 Schüsse |
|
H13 |
HRC >43 |
>800.000 Schüsse |
|
2344 |
HRC >48 |
>800.000 Schüsse |
|
S136 |
HRC 48-52 |
>1.000.000 Schüsse |
Machen Sie Ihr nächstes Kunststoff-Kotflügelverbreiterungsform-Projekt zum Strahlen!
|
Teiletyp |
Gemeinsames Material |
Schwerpunkt Formenbau |
|
OE-Hinterradlaufverbreiterung (schmal / Standard) |
TPO, PP+EPDM-T20 (schwarz matt) |
Aussparung für den Kraftstoffeinfüllstutzen (falls zutreffend), VDI-Körnung 30–36 auf der A-Fläche, Spalt/bündig zur hinteren Stoßstange und zum Seitenteil |
|
Wide-Body-Kotflügelverbreiterung hinten (Offroad/Pickup/SUV) |
TPO, PP+EPDM, ABS lackierbar |
Größere Ziehtiefe → Abstreifplatte / Auswerferblock; möglich 1+1 Spiegelhohlraum; Warpkontrolle an der Hinterkante |
|
Hintere Kotflügel-Augenbraue/obere Bogenverkleidung |
Schwarzes PP, ABS mit Chrom-Einsatzzone |
Enger Radius, Logo-Gravureinsatz, Hochglanzzone S136 für Chromleistenaussparung |
|
In Wagenfarbe lackierbare Heckverbreiterung (Sport-/Luxusausstattung) |
ABS, PC+ABS (grundierungsbereit) |
Hochglanzpolierter Hohlraum SPI A1/A2, Schweißnaht bis zum verdeckten Flansch/Rückseite verschoben, Oberfläche der Klasse A |
|
Hinten Flare mit integrierten Clip-Taschen/Schmutzfängerlasche |
TPO/TPV-Overlay-Zone |
Abgewinkelte Stiftschlitten oder einfache Heber für Clip-Aussparung und Schraublaschen-Hinterschnitt; Kontrolle der Zeugenlinie |
Tiefziehen gebogener Plattenauswurf und Verformungskontrolle– Abstreifleiste, Auswerferblock-Arrays oder Frühauswurf mit geführtem Rücklauf; Tiefe Schallwand + BeCu-Einsätze halten ΔT ≤ 3–4℃ und minimieren so die Endverformung an der offenen Hinterkante der Hinterradöffnung.
Matt genarbte Außenoberfläche (TPO/PP)— Cavity VDI 30–42 oder MT-110xx Leder/Kieselnarbung (Mold-Tech, YS), direkt geätzt; Kernseite satiniert; Logo/Teilenummer über wechselbare Einlage.
Schrumpfungskompensation für Polyolefine— TPO-Schrumpfung ~1,2–1,8 %; PP+EPDM-T20 ~1,0–1,5 % (MD)/1,2–1,8 % (TD); Moldflow-geprüfte Hohlraumgröße.
Verstecktes Tor auf nicht sichtbarer Rückseite— U-Boot-Gate (latent) oder Kanten-/Fächergatter am Innenflansch/Rückseite; Offener oder sequenzieller Nadelverschluss-Heißkanal optional für OE-Linien mit hohem Volumen.
Clip-/Einrastnabe und (optionaler) Abstand zur Kraftstoffmulde— Winkelstiftschlitten oder einfache Heber für Clip-Aussparungen; lokale Entlastung für den Kraftstoffeinfüllstutzen bei entsprechenden Karosserievarianten; Auswerferstifte so positioniert, dass sie keine Markierungen auf der sichtbaren Oberfläche hinterlassen.
1+1 Spiegelhohlraum-Option (L+R-Heckverbreiterungen)— Ausgewogenes Anguss-/Hot-Drop-Design mit gleicher Füllzeit; verdoppelt die Leistung für symmetrische Heckverbreiterungen.
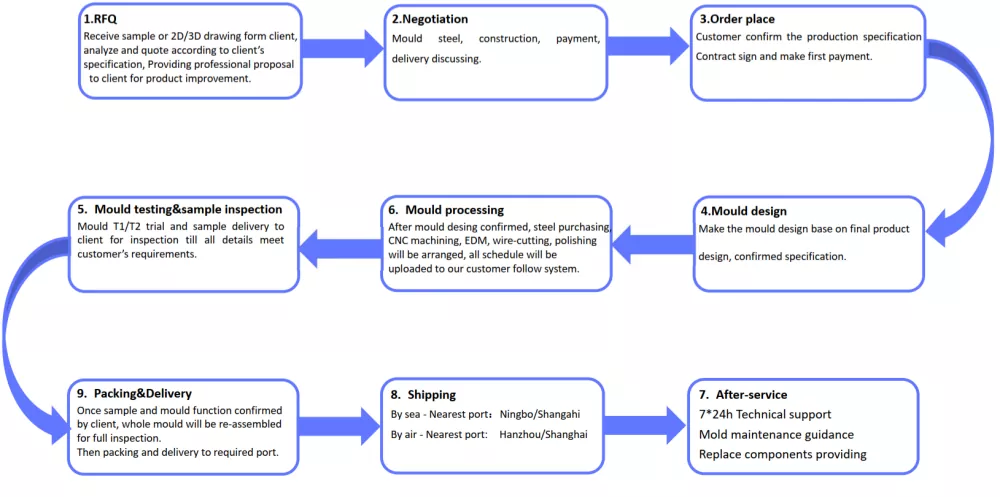
Projektstart und DFM-Überprüfung— Prüfen Sie den Luftzug (≥1,5° bei TPO/PP), die Wandstärke (typischerweise 2,0–3,0 mm), den Abstand zum Kraftstoffeinfüllstutzen (sofern vorhanden), die Gestaltung der Clipnabe sowie den Spalt/bündigen Bezug zum hinteren Stoßfänger und der Seitenverkleidung. Verbesserungsvorschläge machen.
Moldflow-Simulation (Moldflow)— Füllmuster, Position der Schweißlinie (auf verdeckten Flansch/Rückseite gedrückt), Klemmkraft, Gleichmäßigkeit der Kühlung und vorhergesagte Verformung für gebogene Rückwände.
Genehmigung des 3D-Formdesigns— Vollständige Baugruppe mit Kühllayout, Läuferausgleich (für 1+1), Schieber-/Heberdetail für Clip-Aussparung, Definition der Texturzone.
Präzisionsbearbeitung— Hochgeschwindigkeits-CNC-Schruppen/Schlichten, Tieflochbohren zur Kühlung, Erodieren für feine Details und Texturgravur.
T1-Test und Korrektur— Auf hauseigener Maschine laufen; Liefern Sie ein Testvideo + einen CMM-Abmessungsbericht + Musterteile zur Genehmigung.
Endverpackung und Versand— Begasungsfreies Gehäuse, Bedienungsanleitung für die Form, Ersatzteilliste, Wärmebehandlung und Stahlzertifikate.
Erfahrung mit Außenformen im Automobilbereich— Formen für Stoßstange, Kotflügel, Kühlergrill, Türverkleidung und Kotflügelverbreiterung (vorne/hinten) werden im eigenen Haus hergestellt
Interner DFM- und Moldflow-Bericht— Füll-/Verzugs-/Sinkrisiken identifizieren und vor dem Stahlschneiden optimieren; Überprüfen Sie den Abstand/bündigen Sitz zwischen der hinteren Stoßstange
Flexible Läuferlösungen— Kaltkanal oder Marken-Heißkanal (YUDO/SYNVENTIVE/Mold-Master); Erfahrung im 1+1-Spiegelhohlraum-Design
Strenge Qualitätskontrolle und transparenter Fortschritt— Wöchentliche Bearbeitungsfotos, CMM-Inspektion, T1-Musterfreigabe
Erfahrung exportieren— Formen werden nach Europa, Nordamerika, Südamerika und Südostasien geliefert
1 Jahr Garantie auf die Form + Ersatzteilversorgung
F: Was ist der Unterschied zwischen den Formen für die hintere und die vordere Kotflügelverbreiterung?
A: Die hinteren Verbreiterungen haben in der Regel keine Aussparung für die seitliche Blinkerleuchte oder Parksensortasche, benötigen aber bei bestimmten Modellen möglicherweise einen Freiraum für den Kraftstoffeinfüllstutzen. Die Spalt-/Bündigkeitsanpassung erfolgt an der hinteren Stoßstange und der hinteren Tür/dem Seitenteil anstelle des Scheinwerfers. Ansonsten ist die Formstruktur (Tiefziehen, Maserung, Clip-Vorsprünge, 1+1-Option) ähnlich.
F: Können Sie Formen für die linke und rechte hintere Kotflügelverbreiterung herstellen – oder einen 1+1-Spiegelhohlraum?
A: Ja. Wir entwerfen LH/RH-Formen mit einer Kavität und Formen mit 1+1 Spiegelkavitäten, um die Leistung pro Schuss für symmetrische Heckverbreiterungen zu verdoppeln.
F: Welche Oberflächenstruktur/Körnung unterstützen Sie?
A: VDI 27–42 matte Kiesel-/Ledermaserung (üblicherweise VDI 36 für TPO-Fackeln), Mold-Tech/YS-Muster oder SPI A1/A2 Hochglanz für lackierbare ABS-Versionen. Logo über wechselbaren Einsatz.
F: Was benötigen Sie für ein Angebot?
A: 3D-Teilemodell (STP/IGS/X_T), Zielmaterial (TPO/PP+EPDM-T20/ABS), jährliches Volumen/Kavitationspräferenz (1×1 oder 1+1), Plattendaten Ihrer Spritzgießmaschine, Oberflächenbeschaffenheit und Spaltspezifikation für das Gegenstück, falls vorhanden.
Senden Sie Ihr 3D-Modell der hinteren Kotflügelverbreiterung (STEP/IGS/X_T) und die Projektanforderungen. ZHONGYUE MOLD stellt innerhalb von 24 bis 48 Arbeitsstunden einen kostenlosen DFM-Bericht, eine Zusammenfassung des Formflusses und ein formelles Angebot zur Verfügung.
Kontaktieren Sie uns jetzt, um Ihr Auto-Hinterradlaufverbreiterungs-/Kotflügel-Augenbrauen-Spritzgussprojekt zu starten!
Angetrieben von der Philosophie:
Zhongyue Mould ist ein führendes Unternehmen in der Kunststoffspritzguss-Abdeckungsformindustrie für Klimaanlagen. Unser äußerst erfahrenes Team aus Ingenieuren und Designern verfügt über jahrzehntelange gemeinsame Erfahrung in der Gestaltung und Herstellung von Kunststoffabdeckungen für Klimaanlagen. Wir bieten einen umfassenden Service und sind auf die Herstellung hochwertiger und hochpräziser Formen für Klimaanlagenabdeckungen spezialisiert. Wir haben auch zahlreiche Kunden bei der kundenspezifischen Anpassung verschiedener Arten von Kunststoff-Abdeckungsformlinien für Klimaanlagen unterstützt.
Darüber hinaus bieten wir Ihnen umfassende Unterstützung bei der Steuerung Ihres Produktionsprozesses. Die Beschaffungsabteilung kauft hochwertige Rohstoffe ein, während die technische Abteilung die passende Kunststoffrezeptur auswählt. In Übereinstimmung mit den Parametern der Anforderungen an die Lebensdauer der Kunststoff-Klimaanlagenabdeckung und der Marktpositionierung wählen wir die am besten geeigneten Parameter, Struktur usw. für die Kunststoff-Klimaanlagenabdeckung aus. Unsere umfangreiche Produktionskapazität ermöglicht es uns, Kunststoff-Klimaanlagenabdeckungen zeitnah, zu wettbewerbsfähigen Preisen und mit garantierter Qualität zu liefern.


Adresse
Nr. 38, Kaituo Road Xinqian Street, Stadt Huangyan Taizhou, Provinz Zhejiang, China
Tel















